

<高力ボルトの施工監理>
高力ボルトは適正に施工されてはじめて目的の品質(性能)を発揮することができます。現場での施工監理が重要ですからこれを解説します。
高力ボルトは,ナットの締め付けでもって軸部に引張力を発生させ,その力で接合する鋼板と鋼板を密着させて,その摩擦力で接合を保つものです。したがって,必要とする張力を発生させるように締め付けなければいけません。「必要とする張力とは」→ 令第92条の2に許容応力度が規定してあって,それを根拠とする告示で張力が500N/mm2と規定しているから,500N/mm2×軸部の断面積が必要とする張力である。
この必要張力を生じさせるために,施工上はそれよりももっと大きな張力(「標準ボルト張力」という)を生じさせることになっていて,国の標準仕様書(7.4.3)では,F10Tのものについて,
標準ボルト張力
M12:62.6kN
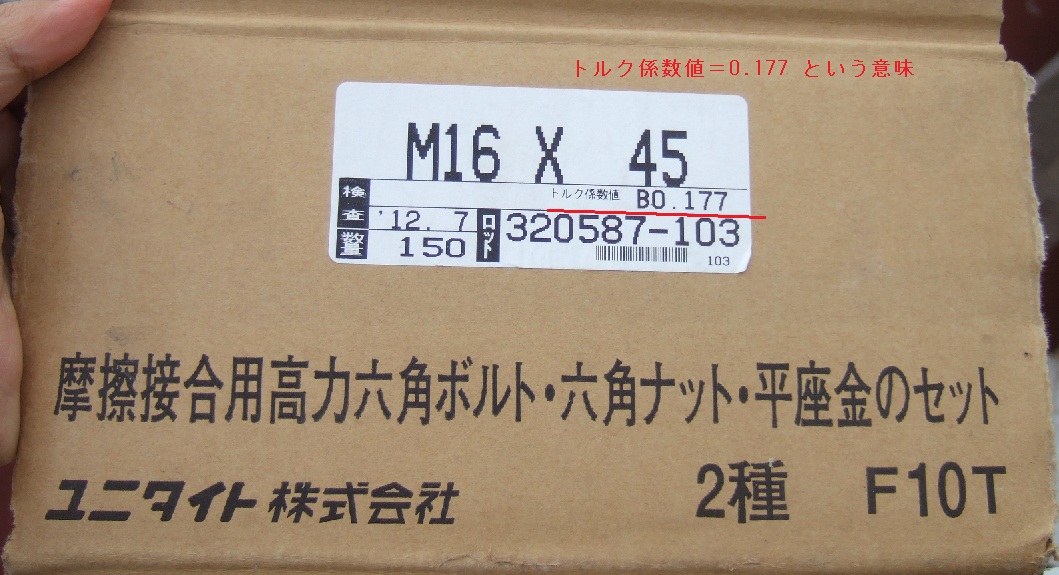
M16:117kN
M20:182kN
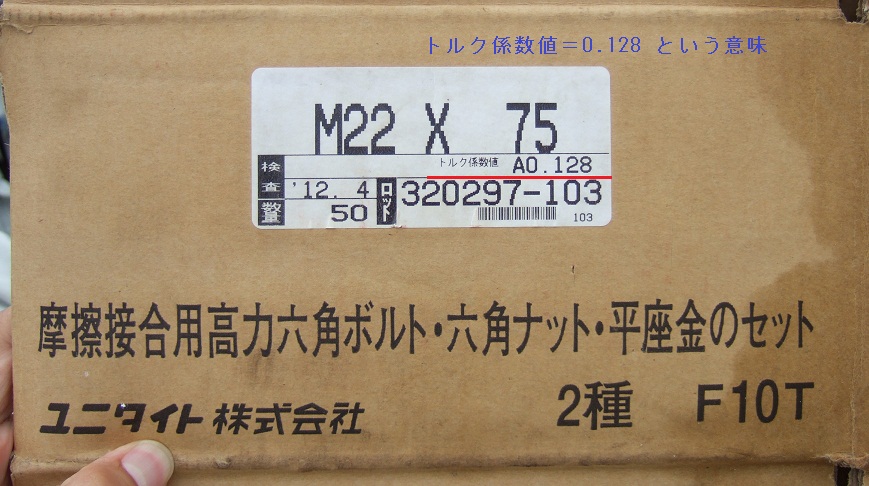
M22:226kN
M24:262kN
となっています。〈高力ボルトの許容応力・材料強度表〉
上記の標準ボルト張力を軸部の断面積あたりに直すと,約580N/mm2ですから,必要とする張力(500N/mm2)よりも15%程度大きな張力を与えていることになります。
ちなみに上記の標準ボルト張力は,日本建築学会「鋼構造接合部設計指針」が規定する設計ボルト張力を1.1倍したものであり,その式は下記です。
N1=1.1×N0
N0=0.75×Fby×Abe ←0.75はF10Tの場合であり,F8Tなら0.85
ここに,
N1:標準ボルト張力
N0:設計ボルト張力
Fby:高力ボルトの降伏強さ(F10Tなら900N/mm2)
Abe:ねじ部の有効断面積
で,問題は,現場で1本1本の高力ボルトに,この標準ボルト張力を確実に生じさせる方法です。
それぞれの高力ボルトには,「トルク係数値」が表示されていますので,ナットを締めるときのトルク(ナットを回す力)でボルト張力が算出できます。トルクとボルト張力の関係は,JISB1186で次のように規定されています。
k=T×1000/(d×N)
ここに,
k:トルク係数値
T:トルク(Nm)
d:ボルトのねじ外径の基準寸法(㎜)
N:ボルト軸力(N)
この式と,それぞれの高力ボルトに表示されているトルク係数値を用いることで,標準ボルト張力を得るために必要なトルク(ナットを回す力)を求めることができます。
したがって,上記で求めたトルクでナットを締めれば,標準ボルト張力が出るのです。
でも,上記のトルクさえ守ればいいのではありません。国の標準仕様書(7.4.7)で高力ボルトの締め付けの方法が規定されています。簡単に書くと,
1次締め → マーキング → 本締め
です。
1次締めは,トルク値が国の標準仕様書(7.4.7(e))で規定されています。1次締めのトルク値は,標準ボルト張力を発揮させるためのトルクの4分の1程度になっているようです。
次のマーキングは,その次の本締めでナットがしっかり回転したことを確認するためのものです。白いマジックで板材+座金+ナット+軸へ1本の線を書き込みます。
そして最後の本締めで規定の標準ボルト張力を出します。本締めには,2つの方法があってどちらかを選べるようになっています(標準仕様書7.4.7(g)(2))。
① ナット回転法
② トルクコントロール法 の2つです。
「ナット回転法」は,1次締めの状態からナットを120度締めるだけですから単純です。この方法は,十分にボルト張力を発揮するのだと思いますけど,乱暴なやり方に思えます。
一方,「トルクコントロール法」は,トルク(ナットを締める力)とボルト張力が比例していることを使用した方法ですから,正確にトルクを測定できればほぼ正確にボルト張力を出すことができます。
<トルクコントロール法について補足>
ナットの締め付けは,電動のトルクレンチで行うことがほとんどで,1次締め用トルクレンチと本締め用トルクレンチがあって,トルクが指定できるようになっています。このため,本締めはトルクコントロール法によって行われる場合が多いです。
で,トルクコントロール法による本締めをどのように行うのかですが,国の標準仕様書では,具体の記述がほとんどなく,7.4.8締め付けの確認に「作業前に調整した平均トルク値の±10%以内のものを合格」とされているから,作業前にトルク値の調整が必要であることがわかる程度です。標準仕様書にないものは建築工事監理指針にあるのだろうと思って探しても,具体には記述されていません。軸力計が紹介されているので,これを使って調整するのであろうということがわかる程度です。
本締めの具体の方法は,実は,学会の「建築工事標準仕様書JASS6」に書いてあります。学会の標準仕様書は販売されているものですからネット上では閲覧できませんし,このHPで掲載することもできませんので,具体にはそれを見て頂きますが,簡単に書くと,
① 軸力計を用いて標準ボルト張力が出るように,締め付け器具を調整
② 締め付け後にマーカーのずれで確認し
③ ばらつきのあるものは,トルクレンチ(手で締める器具)で締め付けトルクを検査
となります。
高力ボルトの施工上の品質管理でもうひとつ重要なことは,接合される部材の表面の状態です。摩擦力で接合を保ちますから,滑りにくい状態になっていることが必要です。その管理の方法も国の標準仕様書(7.4.2)に規定されています。
「すべり係数値が0.45以上を確保できるよう,ミルスケールをディスクグラインダー掛け等により,原則として,添え板全面の範囲について除去したのち,一様に錆を発生されたものとする」など。
<溶融亜鉛めっき高力ボルト>
高力ボルト接合の場合,すべり面の処理によって接合部の耐力が決まる。施工において,溶融亜鉛めっきではない場合は,0.45,溶融亜鉛めっきの場合は0.4が確保できるようにすべり面を処理しなければならない。
- 溶融亜鉛めっきされた鉄骨の表面処理:ブラスト処理 または りん酸塩処理
- ブラスト処理する場合は,表面粗度を50μmRz以上とする。
- リン酸塩処理する場合は,すべり耐力を確認することになっている(国の標準仕様書7.12.4)
[cwpkouzouhinshitsu1]
{kind=link}
{kind=link}
{kind=link}